洗砂、制砂、筛砂一体化解决方案供应商
致力生产砂石分离机,混凝土砂石分离机,压滤机,洗车机系列产品
24小时咨询热线
158-5218-1150

洗砂、制砂、筛砂一体化解决方案供应商
致力生产砂石分离机,混凝土砂石分离机,压滤机,洗车机系列产品
24小时咨询热线
158-5218-1150

联系人:刘经理
电话:15852181150 / 13685157470
网址:www.xzjhhb.com
地址:徐州高新技术产业开发区新区街道麦楼社区
砂石分离机作为混凝土搅拌站处理废砂石、浆水的核心设备,其节能环保型产品的研发与应用,对降低固废排放、提升资源利用率、减少能源消耗具有关键作用。当前主流节能环保型号主要围绕高效筛分、闭环水循环、余热回收、低噪智能等技术路径设计,核心是通过技术升级实现资源循环与污染物减排的双重目标。
其中,多级筛分减量型是应用较广的基础节能环保型号,采用三层不同孔径的耐磨弹性筛网,实现砂石颗粒精准分级,避免传统单一筛网导致的细砂混入粗骨料、过度筛分的浪费,砂石回收率可达95%以上,较传统机型提升5-8个百分点。配套密闭式循环水系统,分离过程水循环利用率超90%,仅补充少量蒸发损耗,无需大量取用新鲜水;驱动采用变频调速电机,根据给料量动态调整转速,空载自动降速,可降低电机能耗20%-25%,且弹性筛网减少振动磨损,延长使用寿命的同时降低维护能耗。

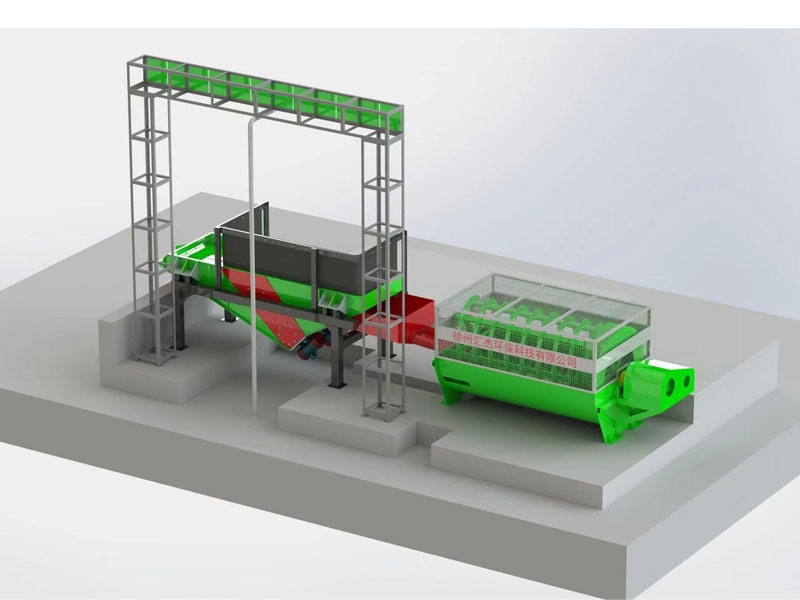
零排放闭环处理型号针对搅拌站浆水固废难题设计,整合分离、压滤、水循环三大功能模块。分离后的残留泥浆直接送入一体化压滤单元,通过智能控压压滤技术,将泥浆脱水为含水率≤20%的泥饼,泥饼可直接作为掺合料用于混凝土生产,实现固废资源化;整个过程无外排废水,浆水全部循环回用至生产环节,彻底解决传统沉淀池占地大、渗漏污染的问题。压滤系统采用间歇式调压,根据泥浆浓度调整压力,比连续压滤机型节电15%左右,且全密闭设计杜绝粉尘、异味扩散。
余热协同回收型号是针对搅拌站余热梯级利用的升级款,将分离后湿砂石通过专用通道,利用搅拌站烘干系统或废气排放的低温余热(100℃-150℃)预烘干,降低砂石含水率,减少搅拌环节的加热能耗;分离过程产生的水汽冷凝后回到水循环系统,避免热量和水资源双重浪费。据测算,该型号可使搅拌站整体能源消耗降低8%-12%,将废弃热量转化为生产所需的温度调节资源,实现能源的高效循环。
低噪智能管控型号聚焦环保标准的噪声、扬尘防控,采用全封闭箱体结构,核心环节置于密闭空间,内部加装吸音衬板、外部包裹隔音材料,运行噪声控制在55-60分贝,远低于工业噪声排放标准;配套智能控制系统,自动识别给料浓度、颗粒度,实时调整振动频率、水压等参数,无需人工值守,减少操作带来的能耗浪费与安全隐患,同时加装粉尘回收装置,将泄漏的细砂石、粉尘输送回原料仓,既避免扬尘污染,又提升砂石产出量。
这类节能环保型号的核心逻辑是将“减量化、再利用、资源化”贯穿设备全流程,既满足国家工业固废、污染物排放的严格要求,又帮助用户降低水资源、能源消耗与后续处理成本,实现环境效益与经济效益的协同提升,是当前搅拌站固废处理的主流选型方向。